Language
Search



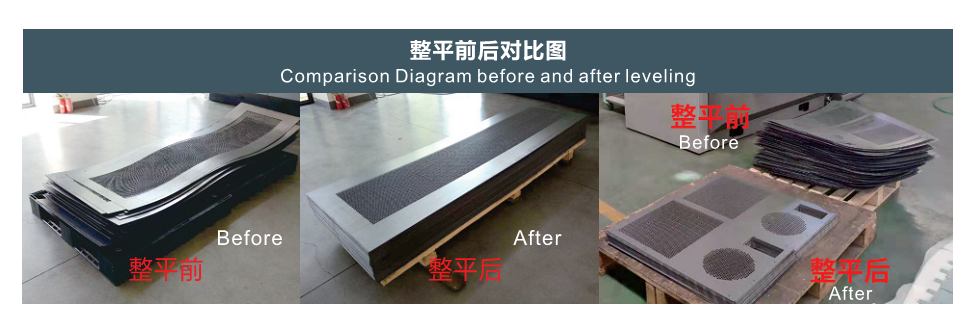
Das Stanzen von Blechen sollte eben sein, um Genauigkeit und Konsistenz im Stanzprozess sicherzustellen. Dies ist wichtig, da unebenes Metall zu Abweichungen in der Dicke und Form der Stanzteile führen kann, was zu Fehlern oder Unstimmigkeiten im Endprodukt führen kann. Durch das Nivellieren des Metalls wird sichergestellt, dass beim Stanzvorgang Teile mit einheitlicher Größe, Form und Qualität entstehen. Darüber hinaus kann das Nivellieren dazu beitragen, den Materialabfall zu reduzieren und die Effizienz des Stanzprozesses zu steigern.
Nach einer Reihe abwechselnder Biegungen werden die inneren Spannungen beseitigt und der unbefriedigende Nivellierungseffekt, der durch die unterschiedliche Spannung in jedem Teil des Blechs verursacht wird, grundlegend gelöst, wodurch eine hochpräzise Nivellierung erreicht wird.

| Parametertabelle für halbautomatische Teilehebemaschinen | ||||
| Maschine Modell | SHS50-400-19A | SHS60-400-15A | SHS80-400-15A | SHS100-400-15A |
| Rolle Durchmesser | φ50mm | φ60mm | φ80mm | φ100mm |
| Rolle Nummer | 15 | 15 | 15 | 15 |
| Geschwindigkeit | 0-10 m/Min | 0-10 m/Min | 0-10 m/Min | 0-10 m/Min |
| Nivelliert Breite | <1300mm | <1600mm | <2100mm | <2100mm |
| Bewertet Platte Dicke | 0,8 ~ 5,0 mm | 1,0 ~ 6,0 mm | 2~8mm | 3~12mm |
| Maximal Dicke | 8mm | 10mm | 12mm | 14mm |
| Kürzestes Werkstück | 90mm | 105mm | 135mm | 165mm |
| Anwendbares Objekt | Laserschneidteil, Metallplatte | |||